
联系我们

钢板酸洗磷化无缝管售后服务完善
更新时间:2025-06-03 14:23:41 ip归属地:肇庆,天气:阵雨,温度:23-28 浏览次数:75 公司名称:天津 鑫铭万通商贸(肇庆市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 厂家 | 天津鑫铭耐磨材料 |
| 价格 | 8-10 |
| 是否定制 | 可以 |
| 是否切割 | 可以 |
| 运输 | 汽运,含运费 |
| 颜色 | 黑色 |
| 硬度 | 60-62HRC |
| 尺寸 | 1400*3400 |
| 厚度 | 5+3 6+4 6+6 8+4 8+6 8+8 10+4 10+6 10+8 10+10 12+6 |


3.很好的耐温性能
复合耐磨板合金碳化物在高温下有很强的稳定性能,复合耐磨板可以在500℃内使用,其他特殊要求温度可以定制生产,能够满足1200℃以内条件下使用;陶瓷、聚氨脂、高分子材料等采取粘贴方式耐磨材料无法满足如此高温要求。
4.很好的连接性能
复合耐磨板基材是普通Q235钢板,保证复合耐磨板具有韧性和塑性,提供抵抗外力的强度,可以采取焊接、塞焊、螺栓连接等多种方式和其他结构进行联系,连接牢固,不容易脱落,连接方式多于其他材料;
5.很好的选择性能
复合耐磨板选择不同厚度基材,堆焊不同层数和厚度的合金耐磨层,可以得到不同厚度和不同用途的钢板, 厚度可达到30㎜以上;


为了保证高硬度双金属复合耐磨钢板原有的综合性能,应对基层、过渡层和复层分别进行焊接。高硬度双金属复合耐磨钢板焊接时,应注意以下几点:
(1)严格按照图样、焊接工艺和有关标准施焊。
(2)遵循先焊接基层,再焊接过渡层, 焊接复层的焊接顺序。
(3)基层的焊接,应严防基层焊缝熔化到不锈钢的过渡层甚至复层焊缝,以免少量高铬、高镍的高硬度双金属复合耐磨钢板成分稀释到碳素钢焊缝中形成马氏体组织而发生硬化。在不锈钢一侧的基层焊缝尽量采用无飞溅的焊接方法(例如埋弧焊、非熔化极氩弧焊等),因为碳素钢的飞溅会在复层表面造成锈蚀。



5、堆焊时必须减少母材在堆焊层中的熔入量,在焊材耗损较少的情况下就能达到所需的焊缝金属成分,即稀释率要低。
6、为提高生产率,保证堆焊金属的质量,必须选择合适的焊接方法和正确的堆焊工艺。
目前堆焊已广泛应用于矿山、冶金、农机、建筑、电站、铁路、车辆、石油、化工等行 业的设备制造与修复,以及工具、模具的制造和修理。
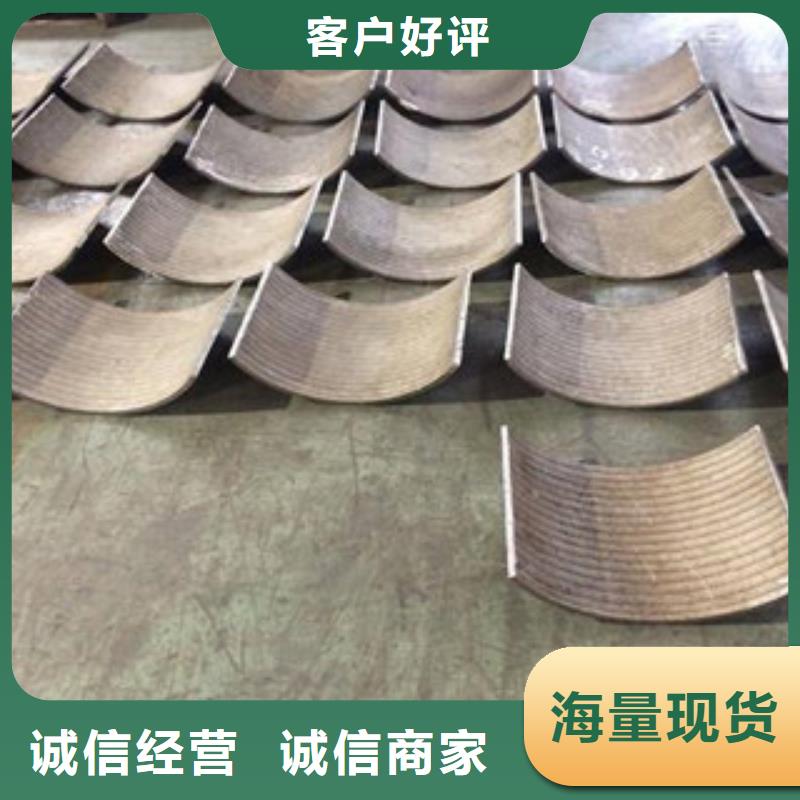
双金属复合衬板焊接的工艺技术比较先进,一般需要专业领域的人员才可以熟练的操作,双金属复合衬板焊接要涉及到的几个工序包括切割,预热,打孔等,双金属复合衬板焊接加工时一般要根据双金属复合衬板的硬度合理的使用切割工具和一定的切割速度,才能完成比较好的双金属复合衬板切割焊接工作,如果另一种利用人为的焊接的话,也要非常注意双金属复合衬板焊接时的温度控制问题,下文都会仔细说下。


4、高性能低成本比:采用耐磨堆焊复合钢板虽然成本提高,价格比普通钢板约高3-5倍,比高铬不锈钢铸件便宜25%。但综合考虑机件的使用寿命、减少了维修费、停机欠产等一切人力财力的损失等,由于材料的合理利用,其性能给生产带来的是成倍的收获。
1.很高的耐磨性能
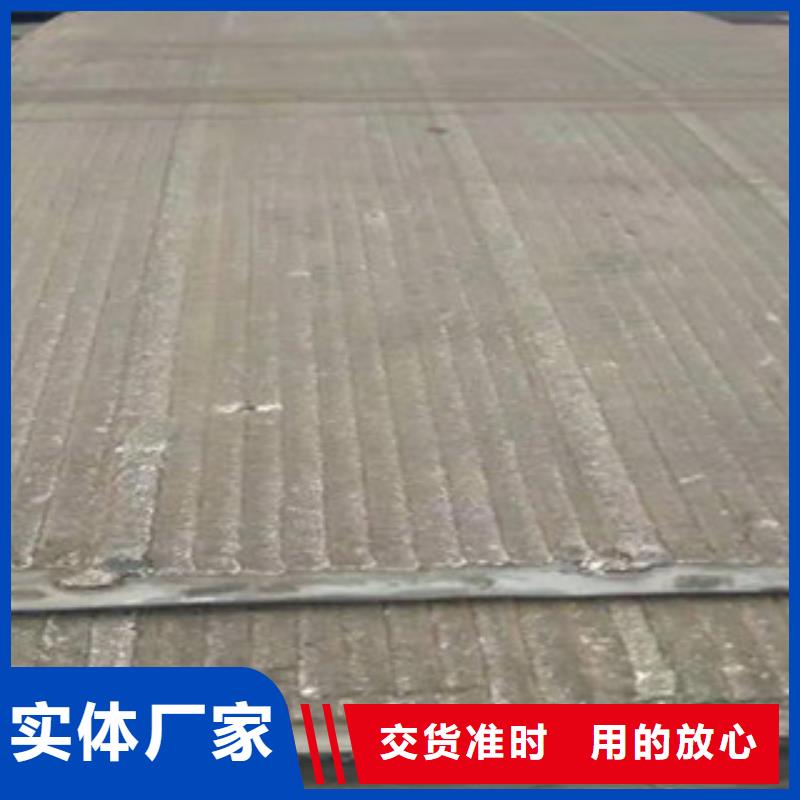
复合耐磨板耐磨层厚度3-12㎜,耐磨层硬度可以达到HRC58-62,耐磨性能是普通钢板的15-20倍以上,是低合金钢板性能5-10倍以上,是高铬铸铁耐磨性能2-5倍以上,耐磨性远远高于喷焊和热喷涂等方法。
2.较好的冲击性能
复合耐磨板是双层金属结构,耐磨层和基材之间是冶金结合,结合强度高,可在受冲击的过程中吸收能量,耐磨层不会脱落,可以应用到振动、冲击较强的工况条件下,这一点是铸造耐磨材料和陶瓷材料所不及的。


鑫铭万通商贸(肇庆市分公司)注重现代企业形象的塑造和无形资产的积累,强化企业管理,坚持用户至上,将质量管理与国际结轨,把 酸洗磷化无缝管产品进入国内外大市场,树立品牌的企业形象。公司生产设备齐全,技术力量雄厚,检测手段完善。

